


小钻头怎么修磨 操作方法
精准且快速,操作简单,无需技巧即可轻松研磨,节省成本,提高使用效益。
电子控制式强力DC马达:频率稳定,马力强,可长时间使用。
钻头研磨机自带相机,用于钻头修磨前的定位,在修磨后对钻头进行测量。可以修磨出带平面后角,具有多种横刃形式的自定心钻。修磨时有行程挡块控制,可保证钻头精度高,对称度好,不但穿透力强,而且钻头寿命长。
技术参数
品 牌:台湾乐高精机
型 号:LG-6A
研磨范围:ф1-ф6
先 端 角:90°-150°
额定电压:220V
额定功率:250W
电机转速:4800rpm
标配砂轮:CBN(HSS高速钢专用) 或 SD(钨钢专用)
标配筒夹:ф1、ф1.5、ф2、ф2.5、ф3、ф3.5、ф4、ф4.5、ф5、ф5.5、ф6一共11个
机器尺寸:48×30×58cm
包装尺寸:62×34×65cm
净 重:28kg
毛 重:30kg 钻头夹具组之组装
请依图所示组装钻头夹具组。暂"不锁紧"
钻头夹具组之组装
请依图所示组装钻头夹具组。暂"不锁紧"
首先确认钻头刀柄直径,再选择适当之筒夹与刀具组。将筒夹以适当角度嵌入夹具并锁紧螺帽。钻头装入家具组后,并伸出(10-15)mm左右。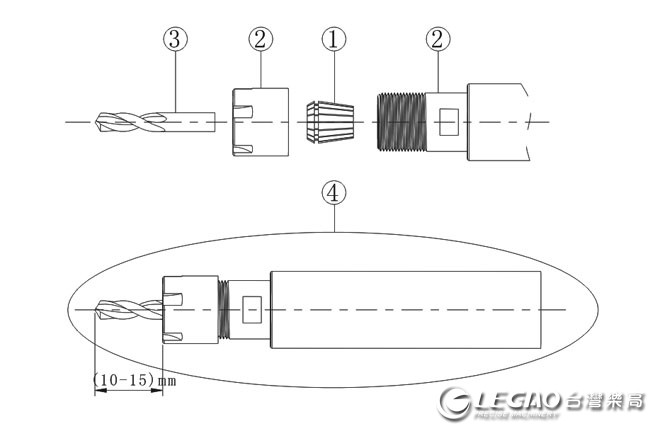
钻头夹具组之定位
定位之前,先调节各零部件是否牢固可靠
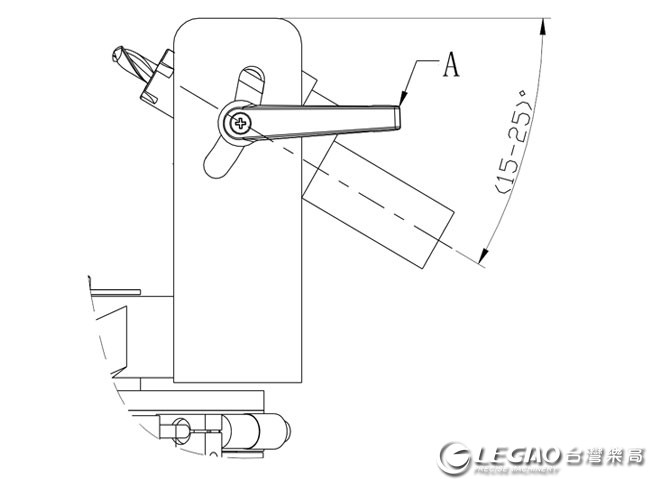
先松开锁紧板手(A)后,将研磨座向上旋转至7°左右后锁紧(A)。再根据所修磨先端角大小来调整旋转角度а=(180-先端角)/2(例如:先端角120°,那么旋转座应旋转30°);如果不知道先端角的情况下,手动调整旋转研磨座,用相机观察对准对刀快直到调至平行为止。


先端角之研磨
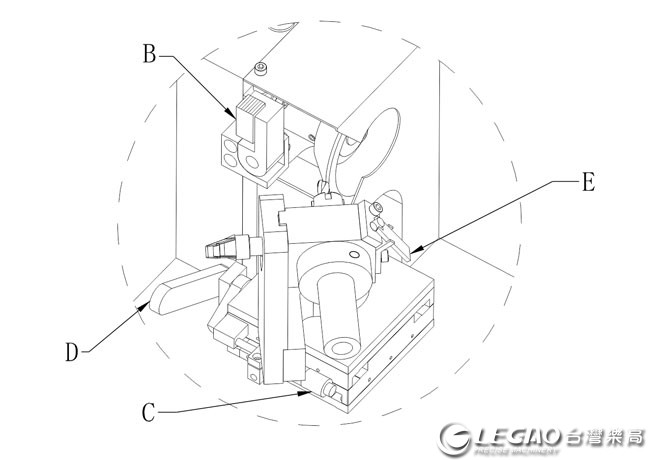
先将对刀块(B)旋转至上,调节拖板微调(C)回起始点,再启动电机。然后按推进扳手(D),目测钻头端面有没有接触至砂轮,调整微调(C)直到接触到砂轮研磨为止,切削量自行控制。直到没有研磨声音即可,依次按等分限位(E),旋转研磨座180°后,放开限位(E)研磨即完成端面研磨操作。
后角研磨
先松开锁紧扳手(A),将研磨座向下旋转至(15°-25°)左右后锁紧扳手(A),再按推进扳手推进研磨即可;依次按等分限位(E),旋转研磨座180°后,放开限位(E)研磨即完成后角研磨操作。
切削刃研磨
先松开锁紧扳手(A)研磨座向下旋转25°-35°(标准30°),再锁紧扳手(A),再旋转立柱至砂轮平行,然后按推进扳手(D),将钻头慢慢靠近砂轮,同时调整纵向微调(G)直到接触到砂轮研磨为止,切削量自行控制,直到没有研磨声音即可,依次按等分限位(E),旋转研磨座180°后,放开限位(E)研磨即可完成切削刃研磨操作。

砂轮的更换
确定拔掉电源线以确保安全,在用手将机器上盖螺丝逆时针方向将螺丝松开。
取出上盖后,用毛刷将粉末清除干净,再用干布将表面擦拭清洁。以左手握住砂轮,右手用4mm内六角扳手以反时针方向旋开,拿出机器上的钻石砂轮。
更换新的砂轮时,应轻放回砂轮主轴内,并锁回螺丝及砂轮盖,即完成。

电子控制式强力DC马达:频率稳定,马力强,可长时间使用。
钻头研磨机自带相机,用于钻头修磨前的定位,在修磨后对钻头进行测量。可以修磨出带平面后角,具有多种横刃形式的自定心钻。修磨时有行程挡块控制,可保证钻头精度高,对称度好,不但穿透力强,而且钻头寿命长。
技术参数
品 牌:台湾乐高精机
型 号:LG-6A
研磨范围:ф1-ф6
先 端 角:90°-150°
额定电压:220V
额定功率:250W
电机转速:4800rpm
标配砂轮:CBN(HSS高速钢专用) 或 SD(钨钢专用)
标配筒夹:ф1、ф1.5、ф2、ф2.5、ф3、ф3.5、ф4、ф4.5、ф5、ф5.5、ф6一共11个
机器尺寸:48×30×58cm
包装尺寸:62×34×65cm
净 重:28kg
毛 重:30kg
钻头夹具组之组装首先确认钻头刀柄直径,再选择适当之筒夹与刀具组。将筒夹以适当角度嵌入夹具并锁紧螺帽。钻头装入家具组后,并伸出(10-15)mm左右。
钻头夹具组之定位
定位之前,先调节各零部件是否牢固可靠
先松开锁紧板手(A)后,将研磨座向上旋转至7°左右后锁紧(A)。再根据所修磨先端角大小来调整旋转角度а=(180-先端角)/2(例如:先端角120°,那么旋转座应旋转30°);如果不知道先端角的情况下,手动调整旋转研磨座,用相机观察对准对刀快直到调至平行为止。
先端角之研磨
先将对刀块(B)旋转至上,调节拖板微调(C)回起始点,再启动电机。然后按推进扳手(D),目测钻头端面有没有接触至砂轮,调整微调(C)直到接触到砂轮研磨为止,切削量自行控制。直到没有研磨声音即可,依次按等分限位(E),旋转研磨座180°后,放开限位(E)研磨即完成端面研磨操作。
后角研磨
先松开锁紧扳手(A),将研磨座向下旋转至(15°-25°)左右后锁紧扳手(A),再按推进扳手推进研磨即可;依次按等分限位(E),旋转研磨座180°后,放开限位(E)研磨即完成后角研磨操作。
切削刃研磨
先松开锁紧扳手(A)研磨座向下旋转25°-35°(标准30°),再锁紧扳手(A),再旋转立柱至砂轮平行,然后按推进扳手(D),将钻头慢慢靠近砂轮,同时调整纵向微调(G)直到接触到砂轮研磨为止,切削量自行控制,直到没有研磨声音即可,依次按等分限位(E),旋转研磨座180°后,放开限位(E)研磨即可完成切削刃研磨操作。
砂轮的更换
确定拔掉电源线以确保安全,在用手将机器上盖螺丝逆时针方向将螺丝松开。
取出上盖后,用毛刷将粉末清除干净,再用干布将表面擦拭清洁。以左手握住砂轮,右手用4mm内六角扳手以反时针方向旋开,拿出机器上的钻石砂轮。
更换新的砂轮时,应轻放回砂轮主轴内,并锁回螺丝及砂轮盖,即完成。
注:马达主轴精密,如装配不良将导致主轴损伤,而影响砂轮之位置。
若刚使用中更换砂轮,请静待3分钟后,待砂轮之温度已降至常温再更换砂轮。
